Mai sentito parlare di slicer? Si tratta di quel software fondamentale del quale nessun stampatore 3D può fare a meno. Questo importantissimo programma si occupa di generare quello che viene chiamato GCode e fornisce alla stampante 3D i comandi per creare un oggetto piuttosto che un altro.
Lo slicer (mediante il GCode) fornisce alla stampante una serie di comandi da eseguire (movimento dell’estrusore, temperatura di estrusione, velocità delle ventole di raffreddamento, etc.). Per funzionare però necessità di alcune informazioni che siamo noi a fornirgli, in questo articolo vedremo le principali variabili da impostare in uno slicer e come queste influiscono sulla qualità di stampa. Si hai capito bene… come configuriamo lo slicer può influire sulla qualità di stampa. Te sai quanto è accurata la tua stampante 3d?
Gli slicer più famosi
Esistono moltissimi slicer sul web. In particolare due di loro si contendono il primato tra quelli più utilizzati. Stiamo parlando del più vecchio Slic3r e di Cura. Questa guida non è pensata per essere utilizzata con uno in particolare di questi due software, ma contiene informazioni adatte a qualsiasi slicer famoso o sconosciuto che sia.
I parametri dello slicer
Velocità dell’estrusore
La velocità dell’estrusore è uno dei parametri fondamentali per lo slicer. Una velocità troppo bassa ci darà dei tempi di stampa lunghissimo, ma una velocità troppo alta ci ridurrà la qualità di stampa. E’ importante anche in quanto influisce sul riscaldamento dei motori stepper.
In realtà la velocità di stampa è molto complessa, vediamo velocemente quali sono i PRO ed i CONTRO di avere una stampa veloce:
PRO
- Tempo minore
- Raffreddamento del pezzo più semplice
CONTRO
- Più vibrazioni (e quindi più rumore)
- Maggiore consumo energetico
- Surriscaldamento dei motori
- Usura maggiorata delle parti mobili
- Minore qualità
Come possiamo capire, non conviene assolutamente aumentre eccessivamente la velocità di stampa, ma quindi come decidere la giusta velocità di stampa? Non esiste un modo empirico per dirlo, solitamente si resta sui 50mm/s. Personalmente noi stampiamo con un range da 40 a 60mm/s a seconda della qualità necessaria e della dimensione del pezzo (e quindi tempo di stampa).
Altezza layer
 L’altezza del layer è un altro parametro molto importante, in quanto definisce l’altezza dei vari layer di stampa. Layer alti portano ad una stampa più veloce, ma abbassano la qualità estetica del pezzo. E’ importante sapere la differenza tra qualità (altezza del layer) e accuratezza (discostamento delle dimenzioni dal pezzo digitale al pezzo stampato), di questa differenza abbiamo parlato nell’articolo sul test per l’accuratezza della tua stampante 3d.
L’altezza del layer è un altro parametro molto importante, in quanto definisce l’altezza dei vari layer di stampa. Layer alti portano ad una stampa più veloce, ma abbassano la qualità estetica del pezzo. E’ importante sapere la differenza tra qualità (altezza del layer) e accuratezza (discostamento delle dimenzioni dal pezzo digitale al pezzo stampato), di questa differenza abbiamo parlato nell’articolo sul test per l’accuratezza della tua stampante 3d.
Anche per la qualità di stampa non esiste un valore standard, ma dipende da come intendete utilizzare l’oggetto stampato. Un oggetto estetico (o comunque in vista) viene stampato con un layer più basso, in modo che le varie linee siano meno visibili, mentre un oggetto meccanico, come un ingranaggio, e quindi nascosto alla vista, viene stampato con un layer più alto, così da risparmiare tempo e materiale.
Solitamente si sceglie un altezza tra 0.1mm e 0.25mm. Vediamo i PRO ed i CONTRO di un layer più piccolo:
PRO
- Estetica migliore
- Minore lavoro di post-processing
CONTRO
- Più tempo necessario
- Più energia elettrica consumata (quanto consuma la tua stampante 3d?)
- Necessario più materiale
Infill
 L’infill è una parte dell’oggetto stampato che non è in vista una volta completato l’oggetto. Per risparmiare materiale, lo slicer non genera oggetti pieni al loro interno, ma vi crea una struttura che viene definita Infill. Può essere a griglia o a nido d’ape, e riesce a garantire una resistenza meccanica al pezzo.
L’infill è una parte dell’oggetto stampato che non è in vista una volta completato l’oggetto. Per risparmiare materiale, lo slicer non genera oggetti pieni al loro interno, ma vi crea una struttura che viene definita Infill. Può essere a griglia o a nido d’ape, e riesce a garantire una resistenza meccanica al pezzo.
Per un pezzo che non necessità di una particolare resistenza meccanica, perché si tratta ad esempio di oggetti da esposizione (che quindi non vengono maneggiati spesso), possiamo optare per un infill basso se non nullo.
E’ sempre sconsigliato impostare a 0 l’infill, ma nel caso di oggetti che non vengono maneggiati spesso, possiamo impostarlo attorno al 3%.
Nel caso di oggetti più maneggiati, ma che non necessitano di una particolare resistenza meccanica, dobbiamo aumentare la densità del riempimento. Ad esempio portandola al 15% o al 10%. Quali sono i casi per i quali bisogna andare oltre il 15%, quando abbiamo pezzi che saranno sottoposti ad un notevole stress meccanico. Ma attenzione, è importante considerare che è inutile andare sopra il 50% di infill, in quanto sarebbe solo spreco di materiale.
Vediamo i PRO e CONTRO di aver un alto infill:
PRO
- Migliore resistenza meccanica
- Faccia in alto più semplice da stampare se piatta
CONTRO
- Necessario più materiale
- Tempi di stampa leggermente prolungati
Temperatura di stampa
 La temperatura di stampa non è altro che la temperatura alla quale il filamento utilizzato deve essere estruso.
La temperatura di stampa non è altro che la temperatura alla quale il filamento utilizzato deve essere estruso.
Verrà mantenuta costante per tutta la durata della stampa e varia fortemente dal tipo di materiale e anche dalla marca.
Solitamente la possiamo trovare sulla scatola, oppure possiamo arrivarci da noi con varie prove sperimentali, per impostare la giusta temperatura di estrusione del filamento.
Una temperatura troppo alta porta a problemi quando si stampano oggetti piccoli ed a velocità troppo elevate. In quanto un layer viene depositato quando il layer sottostante non si è ancora raffreddato abbastanza. Questo porta a difetti estetici rilevanti.
Supporti
 I supporti sono quelle strutture che vengono realizzate in fase di stampa, a cosa servono? Quando un modello ha una sporgenza particolarmente inclinata (45° o più), si avrebbero particolari problemi in quanto il filamento potrebbe venire depositato nel vuoto.
I supporti sono quelle strutture che vengono realizzate in fase di stampa, a cosa servono? Quando un modello ha una sporgenza particolarmente inclinata (45° o più), si avrebbero particolari problemi in quanto il filamento potrebbe venire depositato nel vuoto.
Per evitare ciò, lo slicer genera quelli che vengono chiamati supporti (che possiamo vedere nell’imagine a fianco). Possono essere dello stesso materiale dell’oggetto in se oppure di un materiale diverso.
Solitamente nel caso di un materiale diverso si opta per un filamento che ha la caratteristica di essere solubile in acqua, così da avere una rimozione semplicissima immergendo la stampa in acqua. Ma quali sono i parametri dei supporti?
Innanzitutto l’Overhang, cioè la pendenza massima oltre la quale lo slicer genera un supporto. Se non si utilizzano filamenti particolari possiamo impostarlo a 45°. La densità dei supporti è in pratica la distanza tra le varie linee, possiamo impostarla ad un 15%.
La distanza XY è la distanza tra il supporto e l’oggetto sugli assi X e Y, dipende molto dalla vostra abilità manuale, generalmente possiamo impostarla a 0.7mm, mentre la distanza Z è la distanza tra supporti e oggetto sull’asse Z. Anche questa dipende dalle vostre abilità manuali e possiamo impostarla a 0.5mm.
Raft , Brim
 Uno dei problemi comuni a chi ha una stampante 3D, è l’adesione al piatto di stampa del materiale estruso e la ritrazione di questo con piatti freddi (in particolar modo con ABS).
Uno dei problemi comuni a chi ha una stampante 3D, è l’adesione al piatto di stampa del materiale estruso e la ritrazione di questo con piatti freddi (in particolar modo con ABS).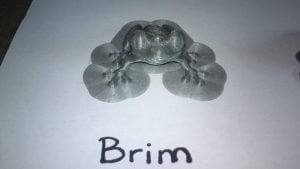
Per risolvere questi problemi, in tutto o in parte, esistono due soluzioni: il brim ed il raft. Non sono altro che delle estensioni del primo layer che garantiscono una superficie maggiore e quindi migliore adesione. Il secondo scopo è quello di pulire l’ugello da un eventuale materiale (o colore) diverso utilizzato per la stampa precedente.
La differenza sta nel fatto che il brim occupa solo il primo layer e viene costruito attorno alla base dell’oggetto. Il raft invece è una vera e propria piattaforma che occupa diversi layer e sopra la quale viene stampato il modello 3D.
Vediamo i PRO e CONTRO del raft:
PRO
- Adesione perfetta al piano
- Problema retrazione del primo layer minore
- Pulizia dell’ugello da scarti del filamento precedente
CONTRO
- Enorme spreco di materiale
- Tempi di stampa leggermente allungati
- Difficoltà nella rimozione
Vediamo anche i PRO e CONTRO del brim:
PRO
- Pulizia dell’ugello da piccoli scarti del filamento precedente
- Meno spreco di materiale (rispetto al raft)
- Semplice da rimuovere
CONTRO
- Minore adesione al piano (rispetto al raft)
- Maggiore retrazione del primo layer (rispetto al raft)
Ritrazione
Ultima, ma non meno importante, la ritrazione. Ogni tanto, lo slicer potrebbe chiedere alla stampante di retrarre il filamento. Ciò avviene ad esempio durante lo spostamento tra una parte all’altra dell’oggetto o da un oggetto all’altro, per evitare che si vengano a creare delle sbaffature.
I parametri da impostare sono ritrazione e velocità di ritrazione. Possiamo definire uno standard di 4mm per la distanza di ritrazione e 70mm/s per la velocità.


Pingback: Quanto è accurata la tua stampante 3D? | Sos3DPrinting
Pingback: 4 modi per raffreddare gli stepper velocemente | Sos3DPrinting
Pingback: Impostare la giusta temperatura di estrusione | Sos3DPrinting
Pingback: Stampante 3D: manutenzione per principianti | Sos3DPrinting
Pingback: Stampare in 3D qualsiasi immagine 2D | Sos3DPrinting
Pingback: Scheda e componenti della stampante 3D: guida completa | Sos3DPrinting
Pingback: Scheda e accessori della stampante 3D: guida completa | Sos3DPrinting
Ciao, molto interessante questo articolo. Molti consigli utili che non conoscevo. Mi sono iscritto alla newsletter, sarà sicuramente altrettanto interessante!