Il primo layer è l’incubo di ogni stampatore, da questo dipende l’intera stampa. Ci sono mille motivi per cui il primo layer potrebbe darci problemi, in fase di stampa… ma anche a stampa completata. In questo articolo vedremo i principali problemi causati dal primo layer ad una stampa 3D, e vedremo sopratutto come risolverli.
Adesione del primo layer
Il problema più comune in assoluto è causato dal primo layer che non è ben ancorato al piano di stampa, e si stacca durante il processo. Questo ovviamente rende la stampa inutile e da gettare via, con lo spreco di materiale e di tempo che ne consegue. Per ovviare a questo problema abbiamo diverse opzioni:
 Il nastro blu: è un nastro di carta di colore blu usato dai carrozieri. Ha una superficie particolarmente rugosa che lo rende un ottima superficie sulla quale aderire.
Il nastro blu: è un nastro di carta di colore blu usato dai carrozieri. Ha una superficie particolarmente rugosa che lo rende un ottima superficie sulla quale aderire.
Essendo di carta è semplice spezzarlo, quindi non richiede di avere ulteriori strumenti nei pressi della stampante. Quali strumenti dovresti avere a portata di mano con la tua stampante 3D?
Deve essere applicato su tutto il piano di stampa, avendo cura che le varie strisce siano perfettamente allineate, senza sovrapposizioni o spazi vuoti. Attenzione a non utilizzare il nastro sui piani riscaldati.
La lacca (splendor) viene utilizzata sul nastro blu (o direttamente sul piano), può essere utilizzata su piatti freddi o caldi. Si utilizza spruzzandola da lontano sul nastro, quindi si procede con la stampa immediatamente, prima che questa asciughi. Mentre si spruzza la lacca, assicurarsi che questa non vada sulla stampante, in particolare sulle parti meccaniche. Per una maggiore sicurezza rimuovere il piano, applicare la lacca e rimontare il piano.
In alternativa alla lacca alcuni stampatori utilizzano la colla stick, ma io personalmente mi trovo meglio con la prima.
Altezza del primo layer
L’altezza dell’estrusore del piano porta ad una diversa altezza del primo layer di stampa. Una distanza troppo piccola porta ad un estrusore che si intasa o che sgraffia il piano di stampa rovinandolo. Una distanza troppo grande porta ad un primo layer che non aderisce in parte (o in tutto) al piano di stampa.
Solitamente si conferisce al primo layer un altezza di 0.05mm maggiore rispetto alla risoluzione di stampa, se per esempio la stampa avviene con un layer di 0.1mm, il primo layer viene stampato con un altezza di 0.15mm
Piede d’elefante nel primo layer
Il piede d’elefante è anche questo un problema abbastanza comune nei prodotti delle stampanti 3D FDM. Come capire quando abbiamo questo problema?
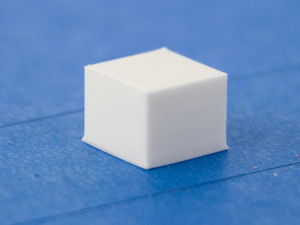
Il piede d’elefante lo possiamo scovare osservando attentamente il primo layer dell’oggetto. In una stampa perfetta, la base ha le stesse dimensioni della base superiore del cubo… nell’immagine che possiamo vedere qui a fianco, la base inferiore ha una dimensione leggermente maggiore della base superiore.
Non è un problema che deve essere risolto a tutti i costi nei casi di stampe puramente estetiche, ma nel caso si stampino parti meccaniche o con incastri, il piede d’elefante potrebbe influire sul funzionamento del pezzo stampato.
Per risolvere questo problema è sufficiente diminuire la temperatura del piano, se non basta potete aumentare la velocità delle ventole di raffreddamento. Attenzione però a non diminuire troppo la temperatura del piano, potreste avere problemi di warping. Se anche l’aumento della velocità delle ventole non dovesse bastare a rimuovere l’effetto piede di elenfante… probabilmente state estrudento il primo layer (o tutta la stampa) alla temperatura sbagliata. Provate ad abbassarla e guardate la guida su come impostare la temperatura di estrusione corretta per ogni filamento.
Warping
 Il warping è un altro dei problemi che caratterizzano i primi layer di stampa. La plastica, come tutti i materiali, ha una caratteristica che la fa dilatare o comprimere a seconda della temperatura. La differenza di temperatura tra estrusore e ambiente porta la plastica a raffreddarsi una volta estrusa e quindi a comprimersi.
Il warping è un altro dei problemi che caratterizzano i primi layer di stampa. La plastica, come tutti i materiali, ha una caratteristica che la fa dilatare o comprimere a seconda della temperatura. La differenza di temperatura tra estrusore e ambiente porta la plastica a raffreddarsi una volta estrusa e quindi a comprimersi.
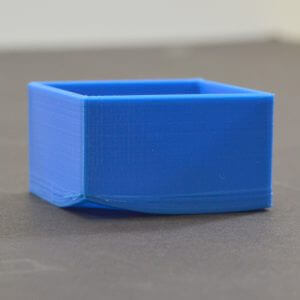
Il risultato è che i primi layer dell’oggetto si ritireranno causando un bruttissimo effetto che possiamo vedere nell’immagine a fianco. Come risolvere il problema? Generalmente si procede aumentando la temperatura del piano di stampa e si impostano le ventole di raffreddamento in modo da non soffiare aria all’inizio della stampa.
Nel caso la tua stampante non abbia un piano riscaldato, puoi cercare di rendere il warping meno accentuato aumentando la quantità di lacca o colla. Ricorda che anche il materiale può fare la differenza, è risaputo che l’ABS soffre facilmente di warping, mentre il PLA ne è praticamente immune.




Pingback: Strumenti indispensabili per stampare in 3D | Sos3DPrinting
Ciao sono MartinSep. Arte vera e propria! Grazie 🙂
Bell’articolo, consigli utili… grazie!
Pingback: Scheda e accessori della stampante 3D: guida completa | Sos3DPrinting
Purtroppo sono ore che leggo e guardo video, foto e niente, non trovo quello che mi serve. Ho una Anycubic Kobra 2 perfetta con le stampe di default presenti nella SD in dotazione.
Creo un pezzo con Prusa Slicer e lo esporto in GCODE, lo mando in stampa e mi accorgo che dall’estrusore non esce niente e la testina è troppo in alto. Modifico l’offset e non cambia niente.
Che fare? Tanti vedo che stampano qualsiasi cosa senza problemi pur non essendo programmatori o altro, io no. Dove sbaglio?
Qualcuno puo’ aiutarmi?
Grazie
Ciao Paolo, estrudento manualmente riesci a far fuoriuscire il materiale? La testina raggiunge la temperatura corretta?